Las grandes fallas del transformador, los incendios y las explosiones rara vez son instantáneas. Más del 95% de las fallas graves se intensifican progresivamente a lo largo de meses o años por defectos latentes. En sus primeras etapas, estas fallas incipientes producen anomalías débiles que son imperceptibles a simple vista o a los sentidos humanos, como puntos calientes localizados, infiltración menor de aceite, humedad de aislamiento latente, seguimiento de los arbustos, vibraciones de baja frecuencia y trazas de gases disueltos. Por consiguiente, son fácilmente pasados por alto durante los recorridos rutinarios en el campo.
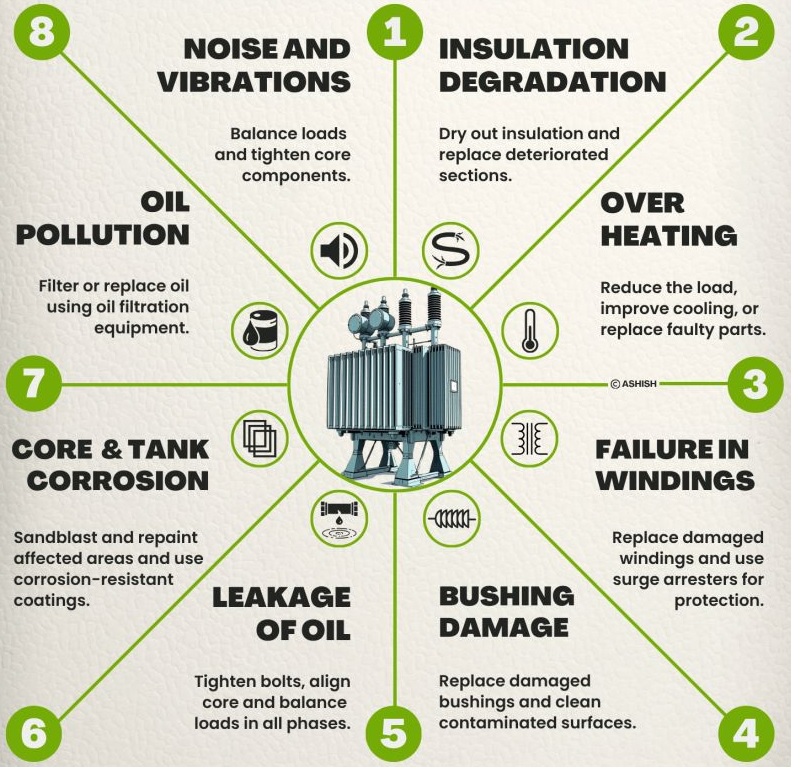
Las siguientes secciones detallan las 8 categorías más comunes de defectos típicos del transformador (las calificaciones del transformador van de 11kV, 33kV, 110kV, 220kV a 500kV), compiladas como una guía práctica de campo para los ingenieros de distribución de energía eléctrica e industrial.
I. Manifestaciones
Etapa temprana: Aumento leve en la humedad del aceite y el factor de disipación (tan δ). Descarga parcial débil (DP) brillo azul visible a través de imágenes nocturnas ultravioletas (UV). Un ligero amarillecimiento de la tabla de prensa.
Etapa media: Continua disminución de la tensión de descomposición del aceite (BDV). Trazas de hidrógeno (H)2Acetileno (C)2H2Detectado mediante Análisis de Gases Disueltos (DGA). El factor de desequilibrio de resistencia de CC de bobinado supera los límites.
Etapa tardía: Falla dieléctrica durante pruebas de alto potencial, cortocircuito de aislamiento entre giros o viaje de relé de Buchholz, causando un agotamiento catastrófico del bobinado.
II. Causas Raíces Primarias
Ingreso de humedad atmosférica debido a fallas de junta en el tanque principal o conservador, o respiradores deshidratantes degradados; envejecimiento térmico del aislamiento de papel por sobrecarga prolongada; partículas de cobre/carbono que forman puentes conductores en el aceite; micro-daño repetitivo al aislamiento por rayos y sobrevoltajes de sobrevoltaje de conmutación.
III. Medidas correctivas
Respuesta inmediata: Realizar la circulación de aceite caliente bajo vacío y filtración de aceite de precisión de doble etapa. Reemplace completamente el aceite si el factor de humedad o disipación supera los límites críticos.
Mantenimiento de revisión: Destanque la unidad para una inspección de núcleo y bobina. Reemplace el enrollamiento envejecido, carbonizado o dañado y el aislamiento de plomo, seguido de volver a envolver y curar.
Límites y criterios (para transformadores ≤35kV): Aceite BDV ≥35kV; contenido de humedad ≤ 35ppm en funcionamiento normal; factor de disipación dieléctrica delta tan ≤2.5% a 90 ℃.

I. Manifestaciones
Etapa temprana: La termografía por infrarrojos (IR) revela un delta de temperatura localizado (LaLa La La temperatura delta T) de 3-8°C en los cojinetes, radiadores o abrazaderas de núcleo. No hay ruido ni alarmas audibles.
Etapa media: La temperatura máxima del aceite (TOT) permanece crónicamente elevada. El color del aceite se oscurece con una oxidación acelerada. DGA indica el aumento de los óxidos de carbono (CO, CO2y hidrocarburos. Se produce contaminación/obstrucción del radiador.
Etapa tardía: La temperatura del punto caliente de bobinado supera los 120°C, lo que provoca una carbonización rápida del aislamiento y una evolución masiva del gas. Se produce un disparo crítico del relé Buchholz (falla grave), lo que conduce a la falla del activo terminal.
II. Causas Raíces Primarias
Sobrecarga crónica o desequilibrio de carga trifásico grave; fallas del ventilador/bomba de aceite de refrigeración o aletas del radiador contaminadas; conexiones sueltas de alta resistencia en las orejas terminales o los contactos de cambio de grifo; conexión a tierra multipunto del núcleo que induce un sobrecalentamiento masivo de corriente de remolino; mala ventilación de la subestación o radiación solar intensa que bloquea la disipación del calor.
III. Medidas correctivas
Remedios en vivo/campo: Reequilibrar la carga trifásica; limpiar la contaminación externa de las aletas del radiador; reparar o reemplazar ventiladores o bombas de refrigeración fallidos; optimizar la ventilación de la habitación.
Mantenimiento de interrupción/revisión: Limpia, reface y torque los conectores de terminales sueltos y los contactos del cambiador de grifo, reemplazando los componentes oxidados. Soluciona el aislamiento del núcleo para eliminar fallas de puesta a tierra de varios puntos.
Límites y criterios: Aumento de temperatura de bobinado sobre ambiente ≤65 K, temperatura máxima del punto caliente ≤105 ℃ TOT bajo operación normal ≤85 ℃ (para ONAN / ONAF).
I. Manifestaciones
Etapa temprana: Picos en las métricas de descarga parcial (PD). Generación de gas de bajo nivel en petróleo (principalmente hidrocarburos). Aumento débil y progresivo en el desequilibrio de resistencia de CC de bobinado.
Etapa media: Frecuentes alarmas de gas ligero Buchholz. Anomalias acústicas agudas y distintas desde el interior del tanque. El desplazamiento de fase de la tensión de salida. Corrientes de fuga de CC excedidas. DGA confirma trazas de acetileno (C2H2).
Etapa tardía: El arco eléctrico golpea a través de la barrera dieléctrica restante. Protección diferencial y Buchholz de gas pesado de viaje encubierto. Esto desencadena un derretimiento sinuoso, una erupción de petróleo y un incendio catastrófico.
II. Causas Raíces Primarias
Aislamiento entre giros degradado debido a la humedad, el envejecimiento térmico o la contaminación por partículas metálicas; punción dieléctrica por rayos o sobretensiones de conmutación; desplazamiento físico del enrollamiento, deformación o desgarro del aislamiento causado por fuerzas electromagnéticas masivas durante cortocircuitos externos por falla.
III. Medidas correctivas
Respuesta inmediata: Ejecutar la purificación de aceite al vacío para eliminar la humedad y las impurezas de partículas. Compruebe los arrestadores de sobretensión. Detener operaciones para pruebas de diagnóstico eléctrico inmediato (resistencia CC, relación de giros, SFRA).
Mantenimiento de revisión: Destanque la unidad para reemplazar las bobinas dañadas. Reenvuelve el aislamiento, aplique la impregnación con barniz al vacío y cure en horno. Reemplace todo el conjunto de bobinado si el daño estructural es extenso.

I. Manifestaciones
Etapa temprana: Contaminación superficial/acumulación de contaminación en cobertizos de porcelana o compuestos. Seguimiento de corona azul débil y "silbido" audible durante el clima húmedo o lluvioso. Sin alarmas de protección.
Etapa media: Se forman trayectorias de seguimiento carbonizadas permanentes en la superficie del aislante. La corriente de puesta a tierra del grifo de prueba del casquillo (grifo potencial) o el factor de disipación (tan δ) supera los límites. Hidrógeno (H)2 ) niveles aumentan.
Etapa tardía: Destrucción catastrófica interna del núcleo del condensador o destrozamiento del aislante de porcelana, lo que conduce a una falla importante de fase a tierra o fase a fase, desencadenando una erupción de aceite o disparo de flash.
II. Causas Raíces Primarias
Deposición de pulverización salina, polvo industrial o contaminantes químicos que forman una capa conductora cuando están húmedos; microgrietas estructurales causadas por un enganche inadecuado durante la instalación o por una tensión térmica cíclica; rotura del sello superior que permite la entrada de agua; mala puesta a tierra o circuito abierto del grifo de prueba del casquillo, creando una descarga potencial flotante.
III. Medidas correctivas
Remedios de campo: Programe un breve corte para limpiar los cobertizos del aislante y aplique recubrimientos anticontaminación de silicona vulcanizada a temperatura ambiente (RTV).
Mantenimiento de interrupciones: Inspeccione, limpie y muele de forma segura el grifo de prueba. Reemplace los casquillos que muestran grietas estructurales, rastreo profundo de carbono, entrada interna de humedad o juntas de sellado degradadas.
I. Manifestaciones
Etapa temprana: Fácil llanto/sudoración de aceite en bridas, costuras de soldadura o la base del tanque principal. El brillo del aceite vuelve después de ser limpiado. Sin goteo activo; altamente propensos a ser ignorados.
Etapa media: goteo activo continuo. Agrupamiento pronunciado de aceite en la superficie de la almohadilla o el tanque. Aceleración de la pérdida de volumen de aceite. A medida que el transformador respira, la humedad ambiental se retira a través de estas rutas de fuga.
Etapa tardía: Pérdida masiva de aceite por soldaduras rotos o falla total de la junta. El nivel de aceite cae por debajo del umbral crítico, exponiendo el núcleo activo y los devanados al espacio de cabeza del gas, desencadenando un flash o un incendio inmediatos.
II. Causas Raíces Primarias
Las juntas de nitrilo/caucho sufren fragilidad térmica, compresión o envejecimiento químico; aplicación de par desigual en pernos de brida o juntas desplazadas durante el montaje; agujeros o corrosión a través de las paredes de la tubería y las costuras de soldadura debido al agua estacionaria; grietas de estrés estructural localizadas por vibración crónica.
III. Medidas correctivas
Mantenimiento Menor/Programado: Reemplace las juntas degradadas y los sujetadores de brida de retorca utilizando el método de patrón cruzado según las especificaciones estándar. Implemente sellantes poliméricos especializados o tecnologías de envoltura compuesta en línea para la encapsulación de grietas menores. Reemplace las válvulas de llanto.
Mantenimiento de revisión: Drene el aceite por debajo de la línea de falla, desengrase a fondo el área y vuelva a soldar las costuras corroidas. Realice una conversión completa de la oxidación y aplique recubrimientos protectores de alta durabilidad.
I. Manifestaciones
Etapa temprana: El aceite parece visualmente claro. El análisis de laboratorio revela aumentos menores en la humedad y los recuentos de partículas; El factor de disipación presenta una ligera tendencia ascendente.
Etapa media: El color del aceite se oscurece significativamente; Los depósitos de lodo y partículas se acumulan en la parte inferior del tanque. La tensión de descomposición (BDV) disminuye. DGA indica el aumento de los gases de falla combustibles (H2 , CH4de C2H4).
Etapa tardía: Extrema acidificación del aceite y altos niveles de partículas de carbono en suspensión. BDV colapsa por debajo de 20 kV. DGA indica concentraciones críticas de acetileno. El flashover interno se vuelve inminente.
II. Causas Raíces Primarias
Sellado defectuoso del tanque o respiradores fallidos que dejan entrar humedad y partículas; operaciones continuas a alta temperatura que aceleran la oxidación del aceite, produciendo acidez y lodos insolubles; PD localizados internos o puntos calientes térmicos que craquen hidrocarburos de aceite en gases combustibles.
III. Medidas correctivas
Contaminación leve: Alinea un purificador de aceite al vacío de dos etapas para el acondicionamiento en línea o fuera de línea para desgasificar, deshidratar y filtrar partículas. Introduzca la recuperación completa del aceite (procesamiento de tierra adsorbente) si se requiere la neutralización ácida.
Degradación grave: Drenar y desechar la carga de aceite condenada. Enjuagar el conjunto interno de núcleo y bobina para eliminar el lodo atascado. Seca al vacío la matriz de aislamiento y llena con aceite aislante mineral nuevo y certificado.
Límites y criterios (límites en servicio): Número total de ácidos (TAN) ≤ 0,1 mg de KOH/g; disminución del punto de inflamación ≤5 ℃ desde la línea base; cero carbono libre visible.
I. Manifestaciones
Etapa temprana: Aumento leve de las pérdidas sin carga. Fáciles fluctuaciones en la corriente de fuga de tierra de núcleo a tierra. No hay anomalías externas.
Etapa media: Formación de un bucle cerrado a través de las laminaciones de núcleo debido a múltiples puntos de tierra, impulsando corrientes circulantes masivas. La corriente de puesta a tierra del núcleo sobrepasa bien el punto de referencia de la industria de 0.1A. El sobrecalentamiento localizado del núcleo agrieta térmicamente el aceite circundante.
Etapa tardía: El aislamiento entre laminaciones se quema, causando fusión y soldadura del núcleo a gran escala. Las pérdidas sin carga se disparan y la energía térmica localizada desencadena una falla de bobinado catastrófica secundaria.
II. Causas Raíces Primarias
La condensación y la acumulación de agua libre debido a la degradación del sellado a largo plazo, causando corrosión interna; residuos metálicos extraños (por ejemplo, arandelas sueltas, escoria de soldadura o cortes de alambre) dejados atrás durante trabajos históricos; daño al aislamiento de la abrazadera del núcleo o desplazamientos estructurales bajo fuerzas de cortocircuito creando una segunda trayectoria de tierra involuntaria.
III. Medidas correctivas
Mantenimiento de interrupción/revisión: Si se verifica un suelo de varios puntos, trate de limpiar los pantalones cortos temporales o "suaves" utilizando el método de descarga del condensador o la quemadura de corriente controlada. Si no tiene éxito, desbloquee el núcleo para limpiar manualmente el puente, reparar el aislamiento y volver a probar para verificar que exactamente uno existe un punto de fondo intencional y sólido.
I. Manifestaciones
Etapa temprana: Fácil amplificación del sonido zumbido electromagnético normal de 100 Hz / 120 Hz. La débil resonancia del tanque coincide con las oscilaciones de carga.
Etapa media: Ruidos duros, metálicos, zumbidos o clics. Resonancia estructural severa de alta frecuencia de paneles radiadores y tuberías conectadas. Los pernos estructurales externos vibran sueltos o se cizallan.
Etapa tardía: La pila de laminación del núcleo se afloja completamente, sesgando el circuito magnético. Las vibraciones mecánicas pesadas continuas dañan el aislamiento de bobinado, cortan los cables internos, grietan las costuras de soldadura del tanque e inducen fugas sistémicas de aceite.
II. Causas Raíces Primarias
aflojamiento de varillas de unión del núcleo, pernos pasantes o miembros estructurales de abrazadera debido a la expansión térmica cíclica prolongada y la vibración operacional; grave desequilibrio de carga trifásico creando una disposición de flujo magnético asimétrico y fuerzas alternas desiguales; montajes de almohadilla antivibración degradados o faltantes debajo de la base del transformador.
III. Medidas correctivas
Remedios de campo: Gestionar configuraciones de distribución aguas abajo para minimizar el desequilibrio de fase; comprobar y apretar todos los pernos estructurales externos, arandelas de bloqueo de ajuste. Apunte almohadillas elastoméricas amortiguadoras de vibraciones a los soportes del radiador resonante.
Mantenimiento de revisión: Realice una revisión fuera del tanque para torsionar las barras de amarre del núcleo, las placas de flecha y los marcos de sujeción hasta las calificaciones de par estándar. Reemplazar o reemplazar las almohadillas de presión de bobinado dañadas y los soportes estructurales internos de madera/tabla prensada.