Mối nguy và cách xử lý khi điện trở tiếp xúc quá cao ở máy cắt hoặc công tắc cao áp
Cầu dao là thiết bị đóng cắt có khả năng đóng, dẫn và ngắt dòng điện trong điều kiện mạch bình thường, đồng thời có thể đóng, dẫn và ngắt dòng điện trong điều kiện mạch bất thường trong một khoảng thời gian quy định. Thông thường, các thiết bị trên 3kV được gọi là thiết bị đóng cắt cao áp (hoặc cầu dao).
Điện trở tiếp xúc là điện trở hình thành trên bề mặt tiếp xúc của mối nối khi hai dây dẫn được kết nối. Nguyên nhân phổ biến của điện trở tiếp xúc bao gồm:
1. Trên bề mặt dây dẫn có một lớp màng oxit hoặc bụi bẩn (có điện trở suất lớn);
2. Diện tích tiếp xúc giữa các dây dẫn nhỏ, đôi khi bề mặt tiếp xúc chỉ là một điểm nhỏ;
3. Áp lực giữa các bề mặt tiếp xúc của dây dẫn thấp, có thể quan sát thấy khe hở nhỏ giữa các bề mặt tiếp xúc dây dẫn dưới kính hiển vi.
Điện trở tiếp xúc của cầu dao càng nhỏ càng tốt. Thông thường, yêu cầu nằm dưới 10~20mΩ, một số cầu dao yêu cầu dưới 100~500μΩ.
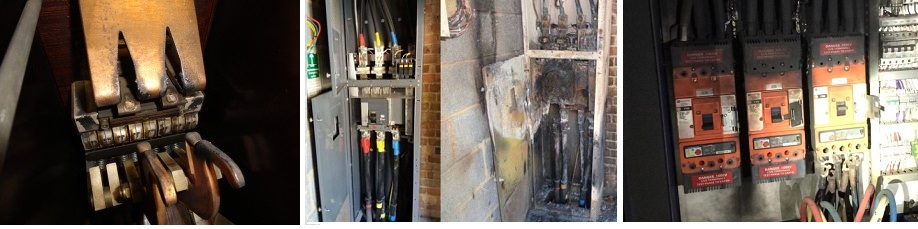
Do dòng hấp thụ giữa các dây dẫn tiếp xúc của cầu dao (vì diện tích tiếp xúc giữa chúng giảm), màng bề mặt kim loại (bao gồm màng bụi, màng oxit, màng vô cơ, màng hữu cơ, v.v.) và hiện tượng ăn mòn điện hóa khiến điện trở cục bộ tại phần tiếp xúc quá lớn. Tất nhiên, tiếp xúc kém cũng là một trong những nguyên nhân quan trọng. Nếu dòng điện trong mạch rất lớn, khi điện trở tiếp xúc quá cao sẽ sinh ra nhiều nhiệt, đủ để làm biến màu hoặc thậm chí nóng chảy kim loại.
Các yếu tố ảnh hưởng đến điện trở tiếp xúc
Điện trở tiếp xúc của cầu dao chủ yếu chịu ảnh hưởng bởi các yếu tố như vật liệu tiếp điểm, áp lực tiếp xúc, trạng thái bề mặt, điện áp vận hành và dòng điện.
1) Vật liệu tiếp điểm
Đối với các tiếp điểm ghép nối cùng quy cách nhưng làm từ vật liệu khác nhau, điện trở tiếp xúc sẽ khác nhau. Ví dụ, điện trở tiếp xúc của tiếp điểm ghép nối đường kính 1mm là ≤5mΩ đối với hợp kim đồng và ≤15mΩ đối với hợp kim sắt.
2) Áp lực tiếp xúc
Áp lực tiếp xúc của cầu dao là lực sinh ra giữa các bề mặt tiếp xúc và vuông góc với chúng. Khi áp lực tiếp xúc tăng, số lượng và diện tích các điểm tiếp xúc vi mô cũng tăng dần, và các điểm tiếp xúc vi mô chuyển từ biến dạng đàn hồi sang biến dạng dẻo. Do điện trở tập trung giảm dần, điện trở tiếp xúc cũng giảm. Áp lực tiếp xúc chủ yếu phụ thuộc vào hình dạng hình học và tính chất vật liệu của tiếp điểm.
3) Trạng thái bề mặt
a. Bề mặt tiếp xúc của cầu dao có thể hình thành một lớp màng xốp do bụi, dầu mỡ bám dính cơ học và lắng đọng trên bề mặt. Lớp màng này dễ dàng lấp đầy các vi lõm trên bề mặt tiếp xúc do các hạt vật chất, làm giảm diện tích tiếp xúc, tăng điện trở tiếp xúc và trở nên cực kỳ không ổn định.
b. Màng bẩn hình thành do hấp phụ vật lý và hấp phụ hóa học chủ yếu là hấp phụ hóa học trên bề mặt kim loại, được tạo ra sau hấp phụ vật lý với sự di chuyển của electron.
4) Điện áp sử dụng
Khi điện áp vận hành đạt đến một ngưỡng nhất định, màng trên tiếp điểm sẽ bị đánh thủng, và điện trở tiếp xúc của cầu dao sẽ giảm nhanh chóng. Tuy nhiên, do hiệu ứng nhiệt thúc đẩy phản ứng hóa học xung quanh màng, nó có tác dụng sửa chữa nhất định đối với màng. Do đó, giá trị điện trở có tính phi tuyến. Xung quanh ngưỡng điện áp, sự dao động nhỏ của điện áp rơi có thể khiến dòng điện thay đổi gấp hai mươi hoặc hàng chục lần. Việc không hiểu rõ sự thay đổi phi tuyến này có thể dẫn đến sai sót khi kiểm tra và sử dụng cầu dao.
5) Dòng điện
Khi dòng điện vượt quá một giá trị nhất định, nhiệt Joule sinh ra tại các điểm vi mô trên bề mặt tiếp xúc sẽ làm mềm hoặc nóng chảy kim loại, ảnh hưởng đến điện trở tập trung và làm giảm điện trở tiếp xúc.
Giải pháp xử lý sự cố quá nhiệt của công tắc máy cắt
Có ba cách để xử lý tình trạng phát nhiệt quá mức của công tắc máy cắt:
① Khi tiếp điểm công tắc của máy cắt bị quá nhiệt, cần vệ sinh các chất bẩn trên tiếp điểm động và tĩnh theo quy định kỹ thuật. Đồng thời, đánh bóng phần kim loại của tiếp điểm đến trạng thái sáng bóng và bôi keo dẫn điện theo đúng quy cách.
② Bề mặt tiếp điểm bị oxy hóa. Khi bảo dưỡng, xử lý phần tiếp điểm kim loại để giữ cho bề mặt tiếp điểm phẳng và có độ sáng kim loại; bôi một lượng mỡ bôi trơn điện phù hợp, sau đó đo điện trở tiếp xúc của cầu dao cách ly.
③ Khi tiếp điểm động và tĩnh của máy cắt tiếp xúc kém, cần siết chặt bu-lông trong quá trình lắp đặt và bảo dưỡng, đồng thời bôi mỡ bôi trơn điện lên phần tiếp điểm để cải thiện khả năng dẫn điện và ngăn ngừa ăn mòn hoặc oxy hóa tại phần tiếp điểm.
Các bài viết liên quan khác:
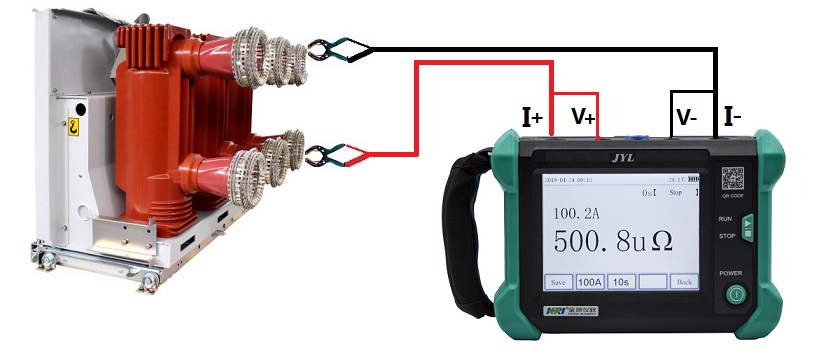
Tại sao đo điện trở tiếp xúc cần dòng điện 100A trở lên?
Mối nguy và cách xử lý điện trở tiếp xúc quá cao ở máy cắt hoặc thiết bị đóng cắt cao áp
Làm thế nào để đo điện trở tiếp xúc mà không làm thay đổi mạch điện?
Làm thế nào để kiểm tra chính xác điện trở tiếp xúc của thiết bị đóng cắt cao áp hoặc máy cắt?
Tại sao điện trở tiếp xúc quá cao lại xảy ra trong mạch thứ cấp điện?
Danh mục kiểm tra cho công tác nghiệm thu và bảo dưỡng trạm biến áp 110kV/220kV là gì?
Máy đo điện trở tiếp xúc cầm tay -- JYL (Kingrun)

Công ty TNHH Thiết bị Máy biến áp Kingrun



Thêm Máy Kiểm Tra Biến Áp từ Kingrun