1. Maîtrise des poussières
Parmi les facteurs provoquant les décharges partielles, les corps étrangers et les poussières sont des éléments très importants. Les résultats des tests montrent que des particules métalliques d’un diamètre de ф1,5 μm peuvent générer une décharge bien supérieure à 500 pC sous l’action d’un champ électrique. Qu’il s’agisse de poudre métallique ou non métallique, un champ électrique concentré est créé, ce qui réduit la tension de décharge initiale de l’isolant et sa tension de claquage. Pour cette raison, il est essentiel de maintenir un environnement et un corps propres durant le processus de fabrication du transformateur, et la poussière doit être strictement contrôlée. Il faut maîtriser rigoureusement le degré d’exposition du produit à la poussière lors de la production et établir un atelier étanche et anti-poussière.
2. Traitement centralisé des pièces isolantes
La présence de poussière métallique est particulièrement critique car une fois qu’une feuille isolante est contaminée par de la poussière métallique, il est difficile de l’éliminer complètement. Par conséquent, il est nécessaire de centraliser le traitement dans un atelier d’isolement et de définir une zone qui doit être séparée des autres zones génératrices de poussière.
3. Contrôle strict des bavures d’usinage des tôles d’acier au silicium
Les pièces du noyau du transformateur sont formées par découpe longitudinale et transversale. Ces coupes présentent des bavures de degrés variables. Les bavures provoquent non seulement des courts-circuits entre les tôles, mais augmentent également les pertes et l’épaisseur du noyau. Plus grave encore : lorsque le noyau est inséré dans le joug ou subit des vibrations en fonctionnement, les bavures peuvent tomber sur la carcasse et provoquer des décharges. Même si les bavures tombent au fond du boîtier, elles peuvent s’organiser de manière ordonnée sous l’influence du champ électrique, créant un risque de décharge vers la terre. Par conséquent, les bavures du noyau doivent être aussi réduites que possible. Pour les produits 110 kV, la bavure des pièces du noyau ne doit pas dépasser 0,03 mm.
4. Fils de connexion, bornes serties à froid
L’utilisation de bornes serties sur les fils est une mesure efficace pour réduire le niveau de décharge partielle. Lors du soudage au cuivre phosphoreux, une grande quantité de projections et de scories se forme, qui peuvent facilement se disperser sur la carcasse et les isolateurs. De plus, la zone limite de la source doit être isolée par des fils d’amiante immergés pour éviter que l’eau ne pénètre dans l’isolation. Si l’humidité n’est pas complètement éliminée après l’isolation des enroulements, les décharges partielles du transformateur augmenteront.
5. Arrondissement des bords des composants
Objectif de l'arrondissement des bords des pièces :
Améliorer la distribution du champ électrique et augmenter la tension de démarrage de décharge. Ainsi, les pièces structurelles métalliques telles que les brides, plaques de traction, cales et bords de supports, plaques de pression et bords de sortie, les parois du puits de boîte et le blindage magnétique à l'intérieur de la paroi de la boîte dans le noyau doivent être arrondis.
Empêcher la génération de limaille de fer par frottement. Par exemple, la partie de contact du trou de suspension de la pince avec la dragonne ou le crochet doit être ronde.
6. Environnement du produit et revêtement de la caisse lors de l'assemblage final
Après le séchage sous vide de la caisse, celle-ci doit être triée avant emballage. Plus le produit est grand, plus la structure est complexe et plus le temps de finition est long. Lorsque le noyau est comprimé et serré, il est exposé à l'air, ce qui entraîne une absorption d'humidité et une dispersion de poussière. Par conséquent, la caisse doit être nettoyée dans des zones anti-poussière si la durée de finition (ou d'exposition à l'air) dépasse 8 heures, et doit être à nouveau séchée. Après achèvement de la caisse, commence l'étape de mise sous vide et de remplissage du réservoir. Comme l'isolation du noyau absorbe l'humidité pendant la phase de parachèvement, il est nécessaire de déshumidifier le noyau. C'est une mesure importante pour garantir la rigidité diélectrique des produits haute tension. La méthode utilisée est la mise sous vide du produit. Le temps de vide est déterminé en fonction de la caisse,
7. Lubrification sous vide
L'objectif de l'injection d'huile sous vide est d'introduire l'huile de transformateur dans un environnement sous vide, en éliminant les points morts de la structure d'isolation du produit par mise sous vide du transformateur, en évacuant complètement l'air, puis en imprégnant entièrement le corps du transformateur. Après l'injection d'huile, attendre au moins 72 heures avant de tester le transformateur, car le degré de pénétration du matériau isolant dépend de son épaisseur, de la température de l'huile isolante et du temps d'immersion. Plus le degré de pénétration est élevé, moins il y a de risque de décharge, il est donc essentiel de respecter un temps d'imprégnation suffisant.
8. Étanchéité du réservoir et des pièces
La qualité de la structure d'étanchéité est directement liée aux fuites du transformateur. En cas de point de fuite, l'humidité pénétrera inévitablement à l'intérieur du transformateur, entraînant l'absorption d'humidité par l'huile du transformateur et d'autres pièces isolantes, ce qui constitue l'un des facteurs de décharge partielle. Par conséquent, elle doit répondre à des valeurs d'étanchéité raisonnables.
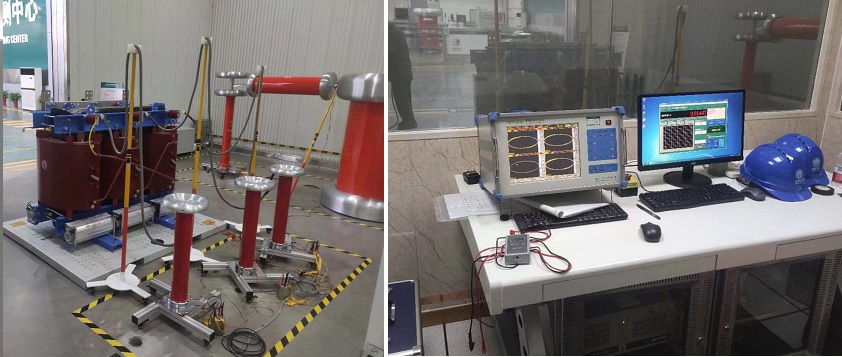
Le détecteur de décharge partielle GTPD 92 est un instrument portable multifonction. Il repose sur les méthodes de détection TEV, ultrasonore, UHF et HFCT pour tester la décharge partielle des équipements haute tension.


Kingrun Transformer Instrument Co.,Ltd.



Plus de testeurs de transformateurs de Kingrun